讯鹏简介
讯鹏简介 发展历程
发展历程 讯鹏优势
讯鹏优势 荣誉资质
荣誉资质 公司团队
公司团队 渠道合作
渠道合作
 工业平板电脑
工业平板电脑 手持加固平板
手持加固平板 PDA移动终端
PDA移动终端 ESD防静电终端
ESD防静电终端 监测告警终端
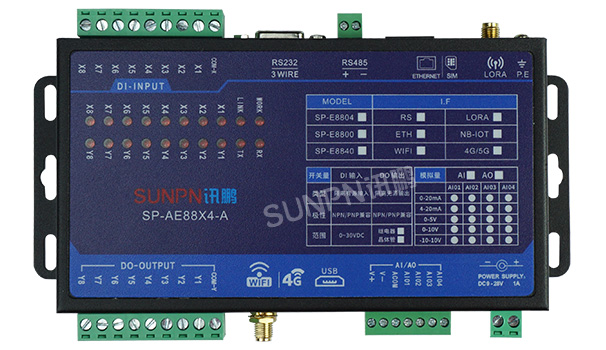
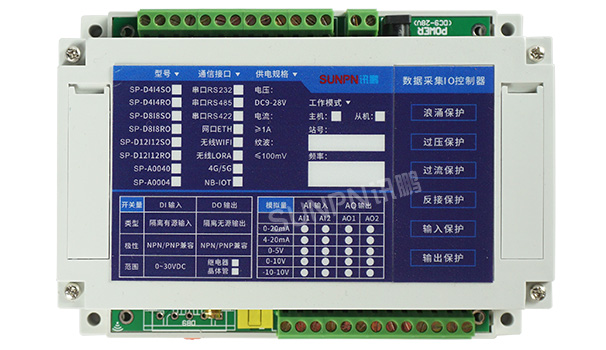
监测告警终端 数采组网终端
数采组网终端 方案
方案 防静电系统
防静电系统 ESOP系统
ESOP系统 安灯系统
安灯系统 看板系统
看板系统 环境监控系统
环境监控系统 PTL仓储亮灯系统
PTL仓储亮灯系统 MES系统
MES系统
 ESD防静电系统
ESD防静电系统 ESOP系统
ESOP系统 安灯呼叫系统
安灯呼叫系统 生产管理系统
生产管理系统 工业智能终端
工业智能终端 PTL仓储亮灯系统
PTL仓储亮灯系统
 自助咨询
自助咨询 线上购买
线上购买 工具软件
工具软件 售后服务
售后服务
 人才理念
人才理念 员工风采
员工风采 招聘岗位
招聘岗位
 公司新闻
公司新闻 行业知识
行业知识 行业资讯
行业资讯


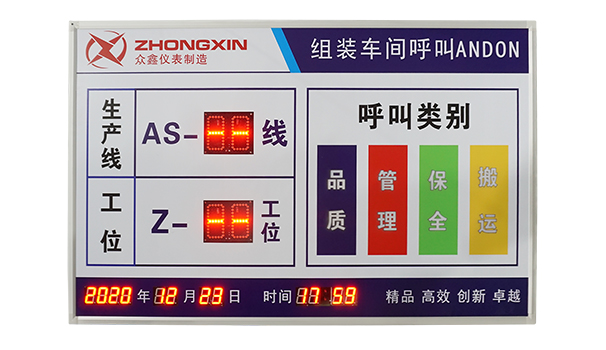
在汽车零部件制造领域,静置车间作为工序衔接的关键节点,常因设备状态不透明、异常响应滞后导致生产效率低下。某汽车零部件工厂引入安灯呼叫看板系统后,通过31 台呼叫器与可视化看板的协同,实现静置环节从 “人工粗放管理” 到 “智能精准管控” 的升级,生产异常响应效率提升,成为车间数字化转型的典型范本。

一、静置车间管理的三大痛点
1. 状态监控全靠 “走查”,异常发现滞后
传统模式下,静置车间31 台设备的状态需人工巡检,从 “闲置” 到 “计时完成” 的状态变更无法实时掌握。某批次减震器静置超时未处理,导致后续装配工序停工 2 小时,直接损失超 5 万元。
2. 计时管理依赖经验,精度不足
静置时间凭工人经验把控,不同批次产品静置时长误差可达15%-20%。某刹车片胶黏剂固化环节因计时不准,导致 1000 + 件产品粘合强度不达标,返工成本增加 8 万元。
3. 异常处理流程冗长,协同低效
设备故障或计时异常需逐级上报,从操作工发现到维修人员到场平均耗时40 分钟。某静置车电源故障未及时处理,导致整条产线停滞,单日产能损失 300 件。

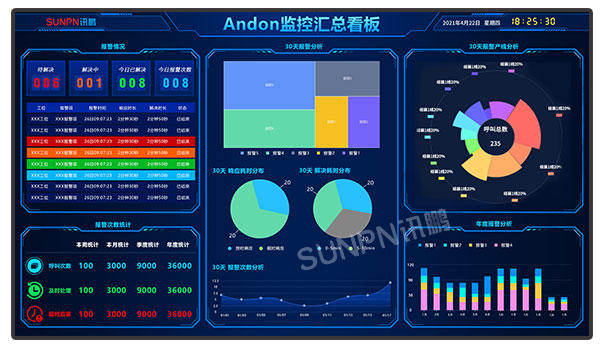
二、安灯呼叫看板系统破解管理难题
1. 实时状态可视化
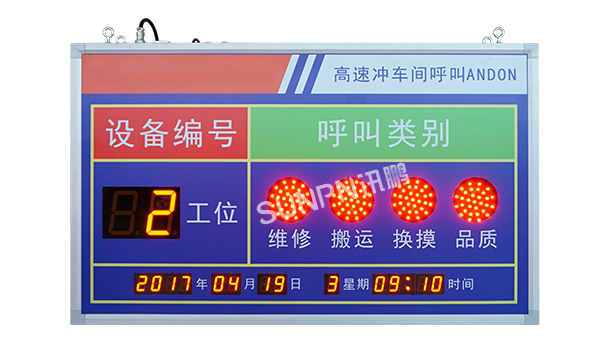
四色状态看板:通过“闲置(绿色)/ 计时(黄色)/ 完成(红色)/ 离线(灰色)” 实时显示 31 台静置车状态,管理层在车间入口大屏即可定位异常设备。如 1 号静置车进入 “完成” 状态时,看板自动标红并语音播报 “1 号车计时完成”。
毫秒级数据同步:按下呼叫器按钮后,看板同步显示倒计时(如设定2 小时),无线传输延迟仅 3-5 秒,比传统人工记录效率提升 90%。

2. 精准计时自动化
倒计时自由设定:在软件后台为不同设备配置计时规则,如减震器静置设为120 分钟,刹车片固化设为 180 分钟,避免人工误判。倒计时结束后呼叫器面板红灯亮起,看板同步标记 “完成”。
紧急中断保护:支持输入管理密码提前结束计时,某批次密封件因工艺调整需提前取出时,10 秒内完成状态切换,减少物料浪费。

3. 异常响应标准化
三级响应机制:设备“离线” 或超时未处理时,系统按 “操作工→班组长→维修主管” 顺序推送微信提醒。某静置车通讯故障时,维修人员在 5 分钟内到场,比传统流程缩短 35 分钟。
历史数据追溯:看板记录每台设备的计时起止时间、异常处理记录,某批次产品质量异常时,可快速追溯至静置环节是否达标,为工艺优化提供数据支撑。

三、安灯呼叫系统的应用成效
该汽车零部件工厂部署安灯呼叫看板系统后:
1.效率提升:静置环节异常响应时间从40 分钟压缩至 15 分钟,单车间日产能提升 25%;
2.成本降低:因计时误差导致的返工率下降70%,年节约成本超 60 万元;
3.管理升级:通过看板数据可视化,优化静置流程节拍,为MES 系统接入奠定基础,助力工厂向智能化转型。




安灯呼叫看板系统在汽车零部件静置车间的应用,证明数字化改造无需“大拆大建”。通过安灯呼叫器与可视化看板的轻量化部署,即可实现生产状态从“模糊” 到 “清晰”、异常处理从 “滞后” 到 “实时” 的跨越。对于追求精细化管理的制造企业而言,这类聚焦单点场景的智能方案,正是撬动整体效率提升的关键支点。